
某石化公司催化干氣吸附氫聯(lián)合裝置的一臺核心設備,主體材質(zhì)為15CrMoR(H)+SUS321,其中基層15CrMoR(H)是在15CrMoR鋼板基礎上研制開發(fā)的臨氫設備用耐磨板。該材料焊接冷裂紋敏感性較高,焊接過程易產(chǎn)生冷裂紋,因此必須對基層和堆焊層的焊接選擇合適的焊材,制定合理的焊接工藝,才能成功進行15CrMoR(H)+SUS321復合耐磨板的焊接。
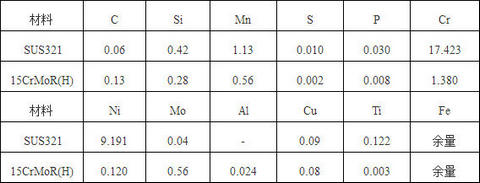
15CrMoR(H)+SUS321復合耐磨板由化學成分和物理性能都不同的異種鋼板復合而成。復層鋼和基層鋼相比較,復層鋼有較高的Cr、Ni含量,且其含C量低(ω(C)≤0.10%),化學成分見表1。
表1 15CrMoR(H)與SUS321的化學成分(質(zhì)量分數(shù),%)
基層鋼15CrMoR(H)是珠光體耐磨板,其焊接性能較差,在冷卻速度較大的條件下,有淬硬傾向。熱影響區(qū)是焊接接頭的薄弱環(huán)節(jié),焊接時由于加熱極不均勻,使熱影響區(qū)不斷改變溫度、應力和應變狀態(tài)。焊接熱過程使熱影響區(qū)的晶粒變粗,組織不均勻,導致性能惡化。熱影響區(qū)的關鍵部位是接近熔合線的粗晶區(qū),該區(qū)晶粒粗大,性能最易變壞,是產(chǎn)生各種焊接裂紋的最敏感區(qū)域。
在焊縫堆焊層焊接中,直接用E347-16(A132)焊條施焊時,會熔化部分基層,使堆焊層焊縫的合金元素稀釋,導致此處焊縫金屬的碳含量增高,降低了耐磨性能,同時此處焊縫還會形成淬硬的馬氏體組織,易產(chǎn)生裂紋。因此,在基層和復層交界面上增加一層過渡層,該層選用高CrNi型焊條E309L-16(A062),其焊縫金屬被基層稀釋后,合金成分會降低,但仍可保證結合區(qū)具有良好的塑性。
復層鋼SUS321和基層鋼15CrMoR(H)的熱導率和線膨脹系數(shù)存在很大差異,材料在加熱和冷卻時會產(chǎn)生很大的應力。同時,在施焊過程中,由于加熱和冷卻不均勻,在基層的厚度方向會產(chǎn)生很大的殘余應力,這種殘余應力在復合耐磨板表面形成拉伸應力,這兩種應力的疊加是復合耐磨板焊接產(chǎn)生裂紋的主要原因。
可見,對于15CrMoR(H)+SUS321復合耐磨板的焊接,為保證焊接質(zhì)量,必須選擇適當?shù)暮附硬牧稀⑵驴谛褪健⒑侠淼暮附印崽幚砉に嚒2扇∠鄳胧┖螅泻缚p的一次探傷合格率超過98%,一次返修合格率為100%,符合設計要求,為今后焊接此類復合耐磨板積累了寶貴經(jīng)驗。